How to prep Welding cable for a low resistance splice | ||
Welding cable is frequently used in experimental physics for making high-current, low-resistance coils. Often a group of coils will need to be connected in series or a single coil will have to be wound in pieces and then assembled as a whole. At the very least, you will have a connection at the beginning and end of your wire. If contact resistance is not a concern, then ordinary mechanical lugs and connectors will perform adequately. However, in many high-Q type circuits adding even a few milliohms of resistance per connection will dampen the circuit resonance to an extent that makes it unsuitable for its intended use. To solve this problem, the Columbia University Plasma Lab has developed a technique for making ordinary butt splices of ~5 x 10-6 ohms resistance using soldered crimp connectors. The first thing you will notice when you obtain the cable and its connector is that it is impossible to fit the stripped wire into the end of the splice or lug. No matter how you cut the wire it will flare out immediately after it is freed from its insulation. | ||
 | ||||
Gauge: 350MCM | ||||
The cable must first be tinned and recut to fit in the connector. To do this you will need a solder pot like that pictured here: This one was purchased from Mcmaster-Carr, PN 3366K4, but any similar one should do. The solder we use is | ||
 | 63/37 with a melting point of 361ºF; it's available in one pound bars. We normally turn the pot up to its highest value of 900ºF. A lower value may work, if your pot doesn't go that high. We haven't experimented with lower settings. You will also need some way to cut the cable, like a hacksaw, and a way to strip the insulation. A razor blade or utility knife work well. To get the cable ready for tinning, strip off about an 1 1/2" of insulation. Leaving part of the stripped piece on the end of the cable may help with the next step, but is not absolutely necessary. | |||||
 | ||||||
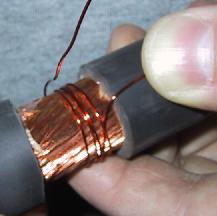
The next step is to "whip" the end of the bared cable with magnet wire. Because it is insulated, the solder will not stick to the magnet wire during the tinning stage, which makes it easy to remove. | ||||||
 |  | |||